Impormasyon sa paalala


May 25, 2026
A Modular Iron Chip Crusher nireresolba ang kritikal na bottleneck sa pagpapatakbo ng napakalaki, bird-nest metal swarf management sa pamamagitan ng mekanikal na pagbawas ng mahaba, tuluy-tuloy na pagliko ng metal sa maliliit, magkakatulad na chip. Ang pagbawas ng structural volume na ito ay nagpi-compress ng raw scrap profile density ng hanggang 80%, na makabuluhang pinuputol ang mga footprint ng warehousing, nagpapababa ng mga overhead ng logistik sa transportasyon, at nag-maximize ng coolant fluid reclamation yield nang hanggang 95% sa mga susunod na centrifugal separation cycle.
Ang kahusayan sa pagpoproseso ng isang modular shredding machine ay umaasa sa isang dual-shaft o single-shaft high-torque cutting mechanism na umiikot sa mababang structural speed. Habang ang tuluy-tuloy na mga bundle ng ductile iron o carbon steel turnings ay pumapasok sa hopper mouth, ang mga espesyal na hugis-hook na alloy na kutsilyo ay kinukuha ang panlabas na perimeter ng swarf nest.
Ang materyal ay pinipilit laban sa isang nakatigil na bloke ng kontra-kutsilyo, na naggugupit sa mga hibla ng metal sa mga linya ng mala-kristal na stress. Ang mababang bilis, mataas na torque na configuration na ito ay pumipigil sa pag-ipon ng init at inaalis ang panganib ng mga spark o localized na pagkasunog, na ginagawa itong isang hindi kapani-paniwalang ligtas na paraan para sa pagproseso ng mga scrap na puspos ng pabagu-bago ng petroleum-based cutting oil.
Upang matiyak ang wastong pagsasama sa mga automated machining cell o sentralisadong scrap collection yards, ang mga parameter ng makina ay dapat tumugma sa dami ng output ng manufacturing plant. Ang mga partikular na indeks ng pisikal na pagganap sa ibaba ay nagpapakita kung paano tumutugma ang modular scaling sa magkakaibang pagpapatakbo sa sahig.
| Katangian ng Pagganap | Compact Cell Module | Sentralisadong Plant Module |
|---|---|---|
| Throughput Capacity (Bakal/Bakal) | 200 hanggang 400 kg/oras | 1500 hanggang 3000 kg/oras |
| Main Drive Motor Power | 5.5 kW hanggang 7.5 kW | 30 kW hanggang 45 kW |
| Post-Crush Chip Haba Profile | Sa ilalim ng 15 mm unipormeng chips | Wala pang 25 mm na shovelable scrap |
| Laki ng Structural Footprint | 1100 mm x 850 mm | 2800 mm x 1800 mm |
Ang mga hilaw at hindi dinurog na mga pagliko ng bakal ay nagsisilbing isang espongha sa istruktura, na nagtataglay ng napakaraming mamahaling emulsified cutting fluid sa matataas na bahagi ng mga ito. Ang pagpoproseso ng mga maluwag na pagliko nang direkta sa pamamagitan ng isang centrifuge ay lubhang hindi epektibo dahil ang mahahabang estruktural na mga pugad ay nagsasalu-salo sa loob ng umiikot na drum, na nagdudulot ng napakalaking mekanikal na kawalan ng timbang.
Halimbawa ng Industrial Processing: Ang isang mid-sized na automotive casting plant na gumagawa ng 50 tonelada ng iron turnings buwan-buwan ay nawawalan ng humigit-kumulang 120 liters ng cutting oil bawat tonelada ng un-crushed swarf. Matapos ipatupad ang isang localized modular crushing unit upang bawasan ang swarf profile hanggang 10 mm loose chips, ang kanilang pangalawang chip wringer ay nakakuha ng 5400 litro ng malinis na coolant oil buwan-buwan, na nagbubunga ng direktang chemical procurement savings na mahigit 14,000 dollars sa loob ng unang quarter ng operasyon.
Ang mga pang-industriyang scrap stream ay kadalasang naglalaman ng mga tramp metal contaminants, tulad ng mga nahulog na bolts, sirang carbide tooling insert, o mabibigat na structural bar ends. Upang maiwasan ang sakuna na pagkasira ng kutsilyo o ang drive shaft fracturing kapag ang mga bagay na hindi nadudurog ay pumasok sa silid, ang mga modernong modular unit ay nagtatampok ng pinagsamang PLC controller na patuloy na sinusubaybayan ang electric current draw ng main drive motor.
Ang pangunahing bentahe ng isang modular structural layout ay ang kakayahang magserbisyo sa cutting assembly nang hindi hinuhubaran ang buong mechanical frame. Ang mga high-wear cutting ring ay inilalagay sa mga hexagonal shaft gamit ang precision-machined locking collars. Kapag mapurol ang mga gilid ng kutsilyo pagkatapos iproseso ang mataas na dami ng nakasasakit na cast iron, maaaring i-slide ng mga maintenance team ang kumpletong shaft cassette assembly, palitan ang mga indibidwal na pagod na blade module, at ibalik ang makina sa serbisyo sa loob ng maikli, dalawang oras na nakaiskedyul na palugit sa pagpapanatili.
Mga Kaugnay na Produkto $
 Modelo:TYSK-630T Drill Pipe, Joint & Coupling Lathe
Modelo:TYSK-630T Drill Pipe, Joint & Coupling Lathe
Ang makina ay gumagamit ng isang FANUC CNC system na may matatag na katumpakan sa pagpoproseso at nababaluktot na mga function ng programming upang matiyak na ang mga naprosesong bahagi ay nakakatugon sa mahigpit na pamantayan ng industriya. Ang mataas na torque at heavy-load na disenyo ay maaaring makayanan ang pangmatagalang tuluy-tuloy na trabaho at may malakas na tibay.
 Modelo:TYSK-1355 Ang pagproseso ng pipe ng langis ay lathe
Modelo:TYSK-1355 Ang pagproseso ng pipe ng langis ay lathe
Ang makina ay gumagamit ng isang FANUC CNC system na may matatag na katumpakan sa pagpoproseso at nababaluktot na mga function ng programming upang matiyak na ang mga naprosesong bahagi ay nakakatugon sa mahigpit na pamantayan ng industriya. Ang mataas na torque at heavy-load na disenyo ay maaaring makayanan ang pangmatagalang tuluy-tuloy na trabaho at may malakas na tibay.
 Modelo:TYSK-XQJ-550 Katamtaman at Malaking PTFE film skiving machine
Modelo:TYSK-XQJ-550 Katamtaman at Malaking PTFE film skiving machine
Idinisenyo upang iproseso ang mga blangko na may maximum na diameter na 550 mm at isang maximum na haba na 1000 mm. Maaari din naming i-customize ayon sa mga pangangailangan ng mga gumagamit. Magiliw na bilis ng pagbabago at kapal sa CNC.
 Serye:TYSK-NKJ Screw-on machine/casing at tubing coupling bucking unit
Serye:TYSK-NKJ Screw-on machine/casing at tubing coupling bucking unit
Gumagamit ang makina ng hydraulic motor, mechanical floating mechanism, at real-time na torque detection, umaangkop sa material bending, at pinipigilan ang material deformation. Ang mga auxiliary machine ay naka-configure upang tumulong sa semi-automation.
 Mahahaba, mabigat na solusyon sa materyal Awtomatikong pag -load at pag -load ng mekanismo para sa pipe threading
Mahahaba, mabigat na solusyon sa materyal Awtomatikong pag -load at pag -load ng mekanismo para sa pipe threading
Ang espesyal na mode ng suporta na may kakayahang umangkop ay maaaring epektibong mabawasan ang impluwensya ng pagyuko ng workpiece sa pagproseso at pagbutihin ang ani. Mahigpit na tumutugma sa aming pipe threading lathe.
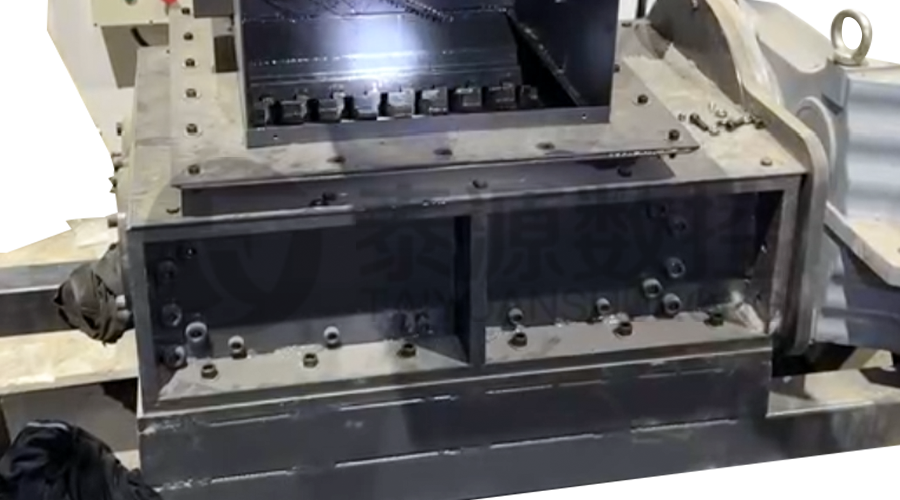
Modular Iron Chip Crusher Mataas na lakas ng pandurog para sa chip
Ang mga blades ay gawa sa mga materyales na may mataas na lakas at makatwirang inilagay sa labasan ng chip extractor upang masira ang clump iron chips. Bawasan ang panganib ng rollback at pagbutihin ang paggamit ng waste frame.
 Serye:TYSK-HB Semi-awtomatikong wear-resistant band welder
Serye:TYSK-HB Semi-awtomatikong wear-resistant band welder
Naaangkop sa ARNCO 100XT, 200XT, 300XT. Suportahan ang φ1.2-2.0 cored o solid wire surfacing welding. Maaaring nilagyan ng single gun spray welding at double gun spray welding sa dalawang paraan. Suportahan ang PLC o CNC system control.
